
The plant is located in the town of Atlixco, Mexico (75,000 population). This is about two hours south of Mexico City. On a map, locate Puebla, south of Mexico City, then go west a few miles and you'll see it.
This location was picked because of prior experience in the town with the local labor and many long time personal connections.
The plant building was constructed in 1996 as a coffee plant. It was leased by AviPro in 2000 and a labor force of appoximaely 15 individuals assembled. An intense training program aimed at developing the appropriate skills was launched. All major tooling was constructed in the U.S. and shipped to the location along with all required equipment. All of the steel, aluminum and welding rod used in construction of the airframes is also shipped in from the U.S.
Drive time from the Mexico City airport to the AviPro plant is approximately two hours. A really exceptional bus service is also available that takes you into Puebla and a twenty minute taxi ride takes you the rest of the way.

Large doors open out both sides of the plant and a shower/restroom facility is attached on the right. Since these photos were taken a paint booth has been erected where the blue truck is parked.

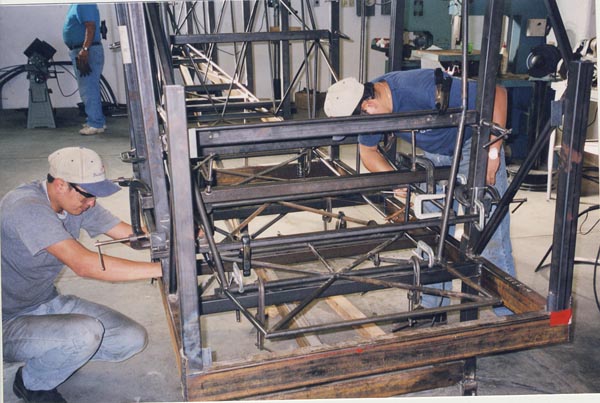
Since these photos were taken there is another vertical wing jig to the left of the one pictured to help keep up with demand. The area shown is approximately one-third of the floor space. Two flat wing assembly tables are out of frame to the bottom and the shears and breaks, along with the spar assembly table are out of frame to the left. It may be of interest to note that none of the buildings or houses in the area are either heated or cooled because of the area's location in the temperate zone and at an altitude of six thousand feet. The temperature variation is only 15-20 degrees year round and generally stays within a ten degree range.

All major tooling was constructed in the U.S. with designer, Bob Barrow's approval and inspection. He visits the plant periodically to inspect and help improve procedures. As much of the fuselage as can be reached is welded in the fuselage with only a small percentage remaining to be done when it is removed. This controls welding distortion and provides maximum accuracy.
The firewall station jig is bolted in place to allow removal of the fuselage. All fuselages are welded with five-point motor mount bushings already in place to allow all four and six cylinder engines to be installed with no airframe changes. All AviPro fuselages also have the utility door option installed along with the bushings for float fittings.

The welding of all major components is via oxy-acetylene and the more critical areas are stress relieved. Smaller components, such as the tail surfaces are TIG welded and stress relieved.

Gas welding is used because it is felt the thermal shocking to the chrome-moly is less and easier to control. The coating of the welding rods is removed prior to use to minimize weld contamination and a long-period cool-down cycle for each weld is part of the welding procedure.

After the fuselage is removed from the main fixture, secondary jigs are used to attach all ancillary parts, including fittings, door sheet metal and bushings and tabs required to attach various systems. One of the customer purchase options is to buy the fuselage as it comes out of the main jig with only the wing, landing gear and horizontal tail fittings welded in place. The next level is the entire fuselage with all welding finished, the landing gear and shock struts and the entire tail group ready to attach.

All assemblies, such as the rudder pedals seen here, are welded in hard fixtures. As much of the weld as possible is accomplished while the assembly is in the jig to minimize distortion.

Because of the heavy steel tooling, each AviPro part is interchangeable with the next allowing all parts, such as these controls sticks to be used in conjunction with any other part. The attach points in the fuselage are also installed using steel fixtures.

Individual components, no matter how small, are fabricated, bent and drilled using fixtures to ensure accurate assembly. Nothing needs to be measured so the human element is eliminated.

Prior to being placed in the vertical jigs for skinning, the ribs, spars and all internal steel parts are trued and riveted together on a horizontal jig table. Accuracy maintained by this method exceeds that of most factories which are producing light aircraft.

All individual parts on the finished wing kits (ribs, fittings, etc.) and those on the quick-build kits are primered prior to assembly. The spar pieces (spar caps, stiffeners, bolt fittings, etc. are individually primed before assembly.

The labor force is quite religious and they had a padre bless the entire plant as well as each of the major construction areas.
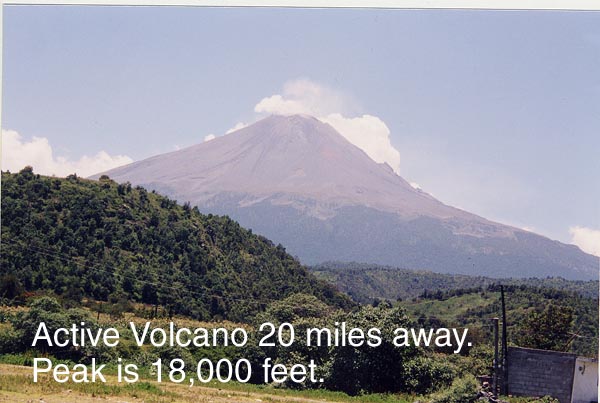
The valley in which Atlixco is located is quite historic and, besides having it's own active volcano, is spotted with ancient pyramids and spectacular churches. It is well removed from any of the problems associated with major metropolitan areas but has a stable climate and work force that has worked very much to AviPro's advantage.